











Как пользоваться диапазонами в таблицах
- Диапазон в таблице это не произвольный выбор, а коридор. Начинают с середины диапазона и корректируют по геометрии, сечению, массе, требуемой твёрдости и допустимым деформациям.
- Чем масштабнее сечение, тем осторожнее с подачей мощности и временем на уставке. Для печи чаще нужна верхняя часть диапазона, для ТВЧ достаточно нижней при правильной частоте и зазоре.
- Отдельно учитывайте исходное состояние материала, поставка после прокатки, нормализованное, отожжённое. Точки Ac1 и Ac3 в справочнике даны для типичного состояния и могут смещаться.
Поверхностная закалка: выбор температуры нагрева стали под закалку ТВЧ
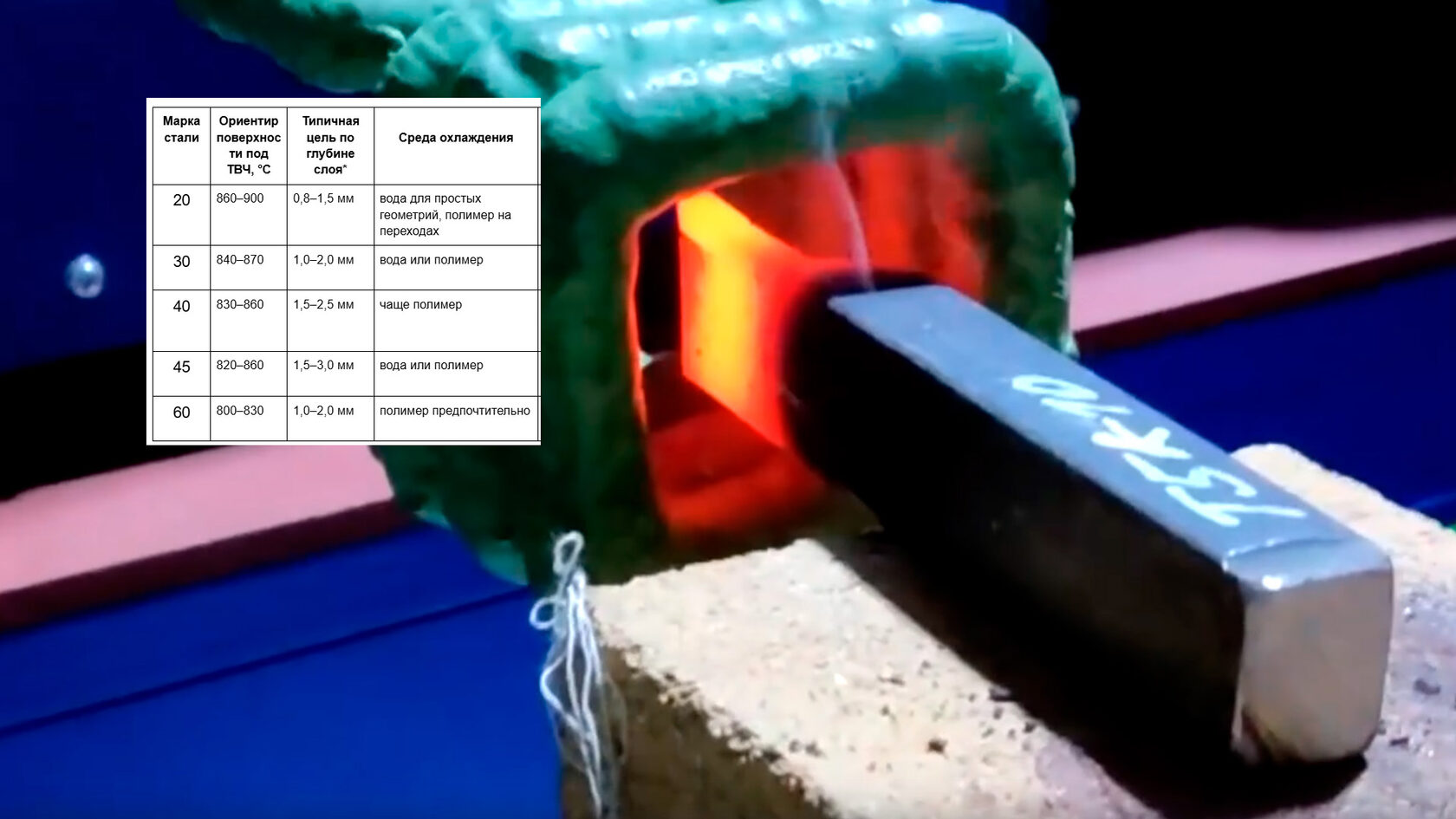
При ТВЧ нагревают только поверхностный слой до аустенита, выдержка минимальна, охлаждение запускают синхронно с траекторией. Уставку выбирают относительно критических точек: для доэвтектоидных ближе к Ac3, для заэвтектоидных ближе к Ac1, для мартенситных нержавеющих выше за счёт легирования. Ниже рабочая таблица с ориентиром поверхностной температуры и практическими замечаниями под распространённые марки.
Важно: это инженерные ориентиры для старта отработки. Финальные значения подтверждают пирометрией, шлифами и профилем твёрдости по глубине. Глубину слоя контролируют по ISO 18203, параметры охлаждения протоколируют вместе с программой.
Ориентиры уставки поверхности и контроля для ТВЧ
Цели по глубине слоя указаны как типовые диапазоны для валов, дорожек и зубчатых элементов. Фактическая глубина задаётся частотой, индуктором, мощностью, скоростью сканирования и моментом включения охлаждения, подтверждается профилем твёрдости по ISO 18203.
Контроль процесса и результата
- Температура нагрева поверхности, двухцветная пирометрия либо откалиброванные режимы по электрическим параметрам с обязательной валидацией шлифом.
- Охлаждение, фиксируйте температуру, давление, расход, задержку включения, концентрацию полимера.
- Результат, твердость по зоне, профиль твердости по глубине в нескольких точках, макро/микрошлиф, размеры и биение.
- Документирование, запись программы и событий защит, привязка к партии и оператору, хранение в системе мониторинга.
Доэвтектоидные конструкционные стали, ГОСТ 1050
Практичные диапазоны нагрева под закалку для печи и ориентиры поверхности для ТВЧ, рекомендуемая среда охлаждения, типичный отпуск. Значения даны как инженерные ориентиры, их корректируют под сечение, способ нагрева и требуемые свойства узла. В финальной вёрстке рядом со столбцом «Источник» укажем конкретный ГОСТ или справочник, который вы загрузили в проект.
Что дополнительно учитывать под конкретную деталь
Источник и верификация
- Геометрия и сечение. Чем деталь массивнее, тем важнее равномерность прогрева для печи и стабильная кинематика для ТВЧ.
- Способ нагрева. Для печи выдержка до выравнивания по сечению обязательна. Для ТВЧ глубину слоя регулируют частотой и временем, температуру поднимают последним шагом.
- Охлаждающая среда. Вода даёт максимальную интенсивность и риски трещин, масло мягче, для ТВЧ часто выбирают полимер, чтобы сгладить градиент.
- Отпуск. Планируйте отпуск сразу после закалки. Для конструкционных сталей диапазон отпуска выбирают под баланс твёрдость, вязкость, усталость.
Источник и верификация
- Для печной закалки и отпуска сверяем по загруженным ГОСТ 1050 и профильным справочникам.
- Для ТВЧ это ориентиры поверхности, валидация проводится на пробах по шлифам и профилю твёрдости по глубине, глубина контролируется методикой ISO 18203.
- При расхождении справочных диапазонов с нормами приоритет за ГОСТ и заводскими ТУ для конкретной поставки.
Мартенситные нержавеющие стали, ГОСТ 5632 и аналоги AISI 410/420
Коротко: эти стали закаливаются из повышенных температур из-за легирования Cr. Среду охлаждения выбирают по сечению, тонкие детали можно охлаждать на воздухе, массивные лучше в масле. Отпуск подбирают с учётом требуемой коррозионной стойкости и прочности. Для ряда марок нежелательны интервалы 425–600 °C из-за риска снижения коррозионной стойкости и охрупчивания.
Инструментальные стали, ГОСТ 1435, ГОСТ 5950, ISO 4957
Коротко: для углеродистых инструментальных сталей (У-группа) уставка закалки выбирается чуть выше Ac1 и ниже Acm, чтобы не растворять весь вторичный цементит и не грубить зерно. Для легированных инструментальных и штамповых сталей используют диапазоны из ГОСТ 5950 и ISO 4957, с обязательным последующим отпуском. Для быстрорежущих сталей применяют многоступенчатый или соляной нагрев с высоким отпуском и вторичным упрочнением.
Диапазоны в табли практичные ориентиры для проектирования процесса. Финальные режимы подтверждаются по таблицам в ГОСТ 1435/5950, ISO 4957, по шлифам и твердости после отпуска.
Что дополнительно учитывать
- Углеродистые инструментальные марки У7-У10 лучше греть близко к Ac1 + 20-40 °C, выдержка минимальная. Перегрев быстро даёт рост зерна и хрупкость.
- Для легированных 9ХС, ХВГ, Х12 нагрев равномерный, предпочтительны печи с контролируемой атмосферой или ванны. Для Х12 важно избегать перегрева и обезуглероживания.
- Поверхностная ТВЧ для инструментальных применяется локально для кромок, штамповых элементов, фасок. Уставку берут в нижней части коридора, охлаждение мягче - полимер уменьшает риск трещин.
- Быстрорежущие стали требуют специализированных режимов: ступенчатая закалка, соляные ванны, высокий отпуск с вторичным упрочнением. Для них ТВЧ как основной способ закалки не используют.
- Отпуск планируют сразу после закалки. У инструментальных сталей отпуск критичен для снятия хрупкости, часто двухступенчатый.
Температуры нормализации
Нормализация это нагрев до полного или почти полного аустенитного состояния с охлаждением на воздухе. Цель, выровнять структуру, измельчить зерно, стабилизировать механические свойства перед обработкой резанием или закалкой. Диапазоны ниже дают рабочие ориентиры по маркам. Конкретную точку выбирают с учётом сечения и исходного состояния материала, подтверждают твердостью и микроструктурой.
Углеродистые конструкционные стали, ГОСТ 1050
Пояснения
- Исходное состояние важно. После литой структуры или ковки полезно подняться к верхней границе, после поставки в нормализованном состоянии достаточно середины диапазона.
- Толстые сечения держат верхнюю часть коридора, чтобы аустенитизация прошла по всему сечению.
- Контроль по твердости и шлифу. Цель, равномерный перлит с мелким зерном без признаков перегрева.
Легированные конструкционные стали, ГОСТ 4543
Пояснения
Практические замечания для технолога
- Легирование повышает прокаливаемость и сдвигает критические точки. Нормализация выравнивает структуру перед закалкой и снижает склонность к деформациям.
- Для длинномерных и сложных профилей критична равномерность подогрева, избегайте перегрева кромок и острых переходов.
- Контроль, твердость по площадкам, макрошлиф наравне с визуальным контролем поверхности.
Практические замечания для технолога
- Нормализацию не подменяют закалкой. Если нужна высокая твердость по всему сечению, выбирают режим закалки и последующего отпуска.
- После нормализации удобно проводить механическую обработку, так как структура стабильна и менее склонна к короблению.
- Если далее планируется поверхностная ТВЧ, нормализация помогает получить предсказуемую глубину слоя и уменьшить разброс твердости.
- Для крупных сечений и легированных сталей полезно контролировать температуру по эталонным термопарам на образцах-приборах, либо валидировать по пробным шлифам.
Температуры отжига
Отжиг используют для снятия внутренних напряжений, снижения твёрдости перед мехобработкой, выравнивания структуры и получения стабильной обрабатываемости. Виды отжига, полный, изотермический, низкотемпературный (снятие напряжений) и сфероидизирующий для высокоуглеродистых и инструментальных.
Углеродистые конструкционные стали, ГОСТ 1050
Замечания
- При крупном сечении полезно контролировать температуру в контрольных образцах, чтобы исключить перегрев наружных зон.
- Для сталей 40–60 лучше соблюдать медленное охлаждение до 600–650, иначе возможна неоднородность перлита.
Легированные конструкционные стали, ГОСТ 4543
Замечания
- Охлаждение: в печи до 600, затем воздух.
- Легирующие элементы сдвигают критические точки и замедляют распад аустенита, поэтому выдержка на температуре и медленное охлаждение особенно важны.
- После полного отжига целимся в мелкозернистый перлит без обезуглероживания поверхности.
Инструментальные стали, ГОСТ 1435, ГОСТ 5950, ISO 4957
Замечания
Практические указания по выбору вида отжига
- Для высокоуглеродистых и хромистых инструментальных сталей сфероидизирующий отжиг предпочтителен, так как значительно улучшает резание и снижает риск коробления при последующей закалке.
- Для быстрорежущих сталей мягчительный отжиг ведут с крайне медленным охлаждением до 600 для предотвращения внутренних напряжений и трещин.
Практические указания по выбору вида отжига
- Если цель снизить твёрдость и облегчить мехобработку на высокоуглеродистых марках, выбирайте сфероидизирующий.
- Если материал после ковки или сварки, а структура неоднородна, уместен полный отжиг с медленным охлаждением.
- Если основная задача снять остаточные напряжения без заметного изменения структуры, выполняйте низкотемпературный отжиг 550–650.
- Любой новый режим валидируйте по твердости и шлифу. Для серийной работы внесите параметры в карту процесса и протоколируйте график печи.