












С точки зрения термической обработки закалкой называют совокупность операций, при которых сталь нагревают до аустенитного состояния, затем охлаждают с заданной интенсивностью и выполняют отпуск для стабилизации свойств. Ключевой выбор делается не только по режимам, но и по виду закалки, упрочняется ли всё сечение или только заданный слой. От этого зависят деформации, ресурс узла, требования к контролю и состав оборудования.
В материале кратко систематизированы основные виды закалки стали, объёмная, поверхностная и зонная, с их назначением и типичными областями применения. Далее описаны применяемые методы нагрева, печные процессы, соляные ванны, индукционный ТВЧ, лазерные и газопламенные решения, с указанием сильных и слабых сторон для производственной практики.
Отдельный мини-раздел посвящён видам поверхностной закалки. Именно они чаще всего используются в машиностроении для валов, зубчатых колёс, дорожек подшипников, где важны износостойкость рабочей зоны, сохранение геометрии и воспроизводимость параметров.
В материале кратко систематизированы основные виды закалки стали, объёмная, поверхностная и зонная, с их назначением и типичными областями применения. Далее описаны применяемые методы нагрева, печные процессы, соляные ванны, индукционный ТВЧ, лазерные и газопламенные решения, с указанием сильных и слабых сторон для производственной практики.
Отдельный мини-раздел посвящён видам поверхностной закалки. Именно они чаще всего используются в машиностроении для валов, зубчатых колёс, дорожек подшипников, где важны износостойкость рабочей зоны, сохранение геометрии и воспроизводимость параметров.
Виды закалки стали
Закалку различают по тому, какой объём детали упрочняют: всё сечение, только рабочий слой или выбранные участки. От вида зависят деформации, ресурс, требования к контролю и выбор оборудования.
Объёмная закалка
Что это: деталь прогревают до аустенита по всему сечению, затем охлаждают и выполняют отпуск.

Когда выбирать. Требуются прочность и твёрдость по всему объёму, заготовка средняя или массивная, локальное упрочнение не решает задачу. Типично для осей, валов с равномерной нагрузкой, массивных зубчатых венцов, штамповочных вставок.
Когда не выбирать. Есть жёсткие требования к форме и минимальному короблению, рабочие свойства нужны только в зоне контакта.
Процесс и среда. Печи сопротивления, конвекционные, вакуумные или газонаполненные. Выдержка после выравнивания температуры по сечению, охлаждение в масле, газе под давлением или полимере.
Контроль результата. Твердость по площадкам, макро и микроструктура на шлифах, глубина обезуглероживания, размеры и форма.
Риски и профилактика.
Почему индукционные печи ТВЧ выгодны для объёмной закалки
Когда не выбирать. Есть жёсткие требования к форме и минимальному короблению, рабочие свойства нужны только в зоне контакта.
Процесс и среда. Печи сопротивления, конвекционные, вакуумные или газонаполненные. Выдержка после выравнивания температуры по сечению, охлаждение в масле, газе под давлением или полимере.
Контроль результата. Твердость по площадкам, макро и микроструктура на шлифах, глубина обезуглероживания, размеры и форма.
Риски и профилактика.
- Обезуглероживание и окалина. Решение: защитная атмосфера или вакуум, корректная загрузка и продувка.
- Коробление. Решение: равномерный прогрев, грамотная укладка, охлаждение газом под давлением где уместно.
- Недогрев сердечника. Решение: контроль термопарами в эталонных образцах, проверка равномерности.
Почему индукционные печи ТВЧ выгодны для объёмной закалки
- Быстрый и равномерный прогрев. Тепло образуется в металле, меньше тепловая инерция по сравнению с печами сопротивления, короче разгон до уставки и выравнивание по сечению.
- Чистая поверхность. Работа в вакууме или защитном газе снижает окалину и обезуглероживание, упрощает последующую мехобработку и контроль размеров.
- Энергоэффективность. Нет лишнего прогрева массивной футеровки, КПД выше, меньше удельное потребление при серийной загрузке.
- Точный контроль режима. Тонкая модуляция мощности, стабильные температурные графики, воспроизводимость партий, удобная интеграция с пирометрией и регистрацией параметров.
Поверхностная закалка
Что это: упрочняют заданный поверхностный слой, сердечник остаётся вязким и удерживает форму.
Когда выбирают: нужна высокая износостойкость рабочих зон при минимальном короблении, типично для валов, зубчатых колёс, дорожек подшипников, торцов.
Когда выбирают: нужна высокая износостойкость рабочих зон при минимальном короблении, типично для валов, зубчатых колёс, дорожек подшипников, торцов.

Суть. Упрочняется заданный поверхностный слой, сердечник остаётся вязким и стабилизирует форму.
Когда выбирать. Нужна износостойкость зоны контакта при минимальных деформациях. Типично для валов, шеек и посадок, дорожек подшипников, зубчатых колёс, торцов и кромок.
Когда не выбирать. Требуется равномерная прочность по всему сечению или глубина упрочнения сравнима с толщиной детали.
Процесс и среда. Чаще ТВЧ single-shot или scan, реже лазер и ЭЛА. Локальный быстрый нагрев до аустенита, минимальная выдержка, синхронное спрей-охлаждение водой или полимером, затем отпуск.
Контроль результата. Профиль твердости по глубине, реальная глубина упрочнённого слоя, признак перегрева кромок на шлифах, размеры и биение.
Риски и профилактика.
Когда выбирать. Нужна износостойкость зоны контакта при минимальных деформациях. Типично для валов, шеек и посадок, дорожек подшипников, зубчатых колёс, торцов и кромок.
Когда не выбирать. Требуется равномерная прочность по всему сечению или глубина упрочнения сравнима с толщиной детали.
Процесс и среда. Чаще ТВЧ single-shot или scan, реже лазер и ЭЛА. Локальный быстрый нагрев до аустенита, минимальная выдержка, синхронное спрей-охлаждение водой или полимером, затем отпуск.
Контроль результата. Профиль твердости по глубине, реальная глубина упрочнённого слоя, признак перегрева кромок на шлифах, размеры и биение.
Риски и профилактика.
- Перегрев кромок и переходов, решение, корректная частота, профилированный индуктор, экраны, контроль скорости и мощности, пирометр.
- Трещины от термошока, решение, полимер вместо воды, стабильная концентрация и температура, точная задержка включения спрея.
- «Гуляющая» глубина слоя, решение, жёсткое позиционирование, фиксированный зазор, протокол по зонам, регулярная валидация шлифами.
Зонная закалка (многозонная)
Суть. Частный случай поверхностной, упрочняются только нужные участки с отдельными уставками. На реальных деталях это 2–15 зон с разными параметрами нагрева и охлаждения.
Когда выбирать. Сложная геометрия и разные требования по участкам, зуб за зубом, переходы диаметров, посадки, торцы, рабочие кромки инструмента.
Когда не выбирать. Нет ресурсной выгоды от разбиения на зоны, процесс не требует адресного упрочнения.
Процесс и среда. ТВЧ комплексы с ЧПУ, память программ и маршрутов, энкодеры для синхронизации нагрева и спрея. В каждой зоне своя мощность, скорость, задержка охлаждения и при необходимости свой индуктор.
Контроль результата. Профиль твердости по глубине и макрошлиф по каждой критичной зоне, контроль формы и соосности после цикла.
Когда выбирать. Сложная геометрия и разные требования по участкам, зуб за зубом, переходы диаметров, посадки, торцы, рабочие кромки инструмента.
Когда не выбирать. Нет ресурсной выгоды от разбиения на зоны, процесс не требует адресного упрочнения.
Процесс и среда. ТВЧ комплексы с ЧПУ, память программ и маршрутов, энкодеры для синхронизации нагрева и спрея. В каждой зоне своя мощность, скорость, задержка охлаждения и при необходимости свой индуктор.
Контроль результата. Профиль твердости по глубине и макрошлиф по каждой критичной зоне, контроль формы и соосности после цикла.
Методы нагрева в процессе закалки
Нагрев перед закалкой выполняют разными способами, выбор влияет на локальность тепловложения, равномерность температуры по сечению, скорость цикла, деформации и возможности контроля. Ниже коротко по сути каждого подхода и критерии, по которым технолог выбирает метод.
Индукционный нагрев ТВЧ (установки и закалочные комплексы)
Суть метода: Тепло выделяется в теле металла под действием токов высокой частоты, индуцируемых электромагнитным полем. Это позволяет нагревать только заданную зону детали без контакта с нагревательным элементом.
Где применяется.
Поверхностная и зонная закалка деталей из стали валов, зубчатых колёс, втулок, пальцев, дорожек подшипников, переходов диаметров, торцов, рабочих кромок инструмента, штамповых элементов, пресс-форм.
Преимущества для процесса закалки.
- Высокая скорость нагрева и короткий цикл.
- Управляемая глубина упрочнённого слоя за счёт частоты, геометрии индуктора и мощности.
- Минимальные деформации, так как нагревается только рабочая зона.
- Высокая повторяемость параметров, автоматизация, запись режимов и контроль по температуре, току, частоте и времени.
- Возможность совмещать несколько зон нагрева в одном цикле (например, зуб, впадина, торец).
- Безопасность и чистота процесса: нет открытого пламени, нет продуктов сгорания.
Ограничения.
Требуется точный расчёт частоты и индуктора под конкретную геометрию и требуемую глубину слоя, что решается при проектировании оборудования.
Индукционные печи для закалки деталей
Суть метода: Применяемо для закалки и объёмного прогрева заготовок или партий деталей в контролируемой среде. Современные индукционные печи могут работать в вакууме или под защитным газом, что устраняет окисление и обезуглероживание поверхности.

Где применяются.
Закалка и отпуск средних и крупных деталей, требующих равномерной температуры по всему сечению; термообработка деталей из легированных и нержавеющих сталей, где важно качество поверхности.
Преимущества.
- Равномерность прогрева по сечению.
- Высокая энергоэффективность, так как тепло образуется непосредственно в металле.
- Возможность совмещения с контролем температуры и автоматическим охлаждением.
Печи сопротивления и конвекционные печи для закалки деталей
Суть метода: Нагрев за счёт теплопередачи от нагретой атмосферы или стенок печи.
Область применения: Объёмная закалка крупных партий, термообработка деталей, требующих равномерного прогрева без локальных зон.
Преимущества: Простота, универсальность, возможность работы в контролируемой атмосфере.
Ограничения: Высокая тепловая инерция, долгие циклы, риск деформаций и окисления поверхности при открытом воздухе.
Солевые ванны
Суть метода: Детали погружаются в расплав солей, который обеспечивает равномерный нагрев и исключает контакт с воздухом.

Применение: Изотермическая и ступенчатая закалка мелких и средних деталей, где требуется равномерность температуры по всей массе изделия.
Преимущества.
- Очень равномерное распределение температуры.
- Возможность контролируемого охлаждения без резких градиентов.
Ограничения и уступки индукционного нагрева.
- Ограниченная локальность воздействия, отсутствует выборочная обработка зон.
- Повышенные требования к обслуживанию и экологии.
- Сложность автоматизации и протоколирования.
- Более длительные операции и меньшая гибкость по переналадке.
В современных серийных процессах, где нужна скорость, управляемость и чистота, чаще выбирают ТВЧ-методы.
Лазерная и электронно-лучевая закалка
Суть метода: Нагрев осуществляется фокусированным пучком — лазерным или электронным, что позволяет упрочнять тонкий поверхностный слой без закалочной среды.

Область применения.
Локальная высокоточная закалка штамповых элементов, зубьев мелких шестерён, режущих кромок, инструментов и деталей, где требуется минимальная зона термического влияния.
Преимущества.
- Точная локализация зоны нагрева.
- Отсутствие контакта и минимальные деформации.
- Высокое качество поверхности.
Минусы относительно ТВЧ.
- Ограниченная производительность на крупной номенклатуре.
- Высокая стоимость оборудования и обслуживания.
- Требует точной подготовки поверхности и программирования траектории.
- Меньшая глубина упрочнённого слоя при тех же временных затратах.
- Необходимость точного контроля оператора и высокий риск человеческого фактора.
Газопламенная закалка
Суть метода: Поверхность детали нагревается пламенем газовой горелки с последующим охлаждением водой или воздухом.

Область применения. Ремонтные и выездные работы, крупногабаритные или штучные изделия, где нет стационарного оборудования.
Преимущества: простота оснастки, мобильность.
Минусы
- Сложный контроль температуры и глубины слоя.
- Сильная зависимость от опыта оператора.
- Низкая повторяемость результатов.
- Высокое тепловложение и риск деформаций.
Виды поверхностной закалки стали ТВЧ
Поверхностная закалка ТВЧ (термическая обработка токами высокой частоты) применяется для упрочнения только поверхностного слоя детали, при этом её сердечник остаётся вязким. Этот метод часто используется для повышения износостойкости рабочих зон при минимальных деформациях. В зависимости от геометрии детали и задачи применяются разные типы станций, каждая из которых обладает своими особенностями.
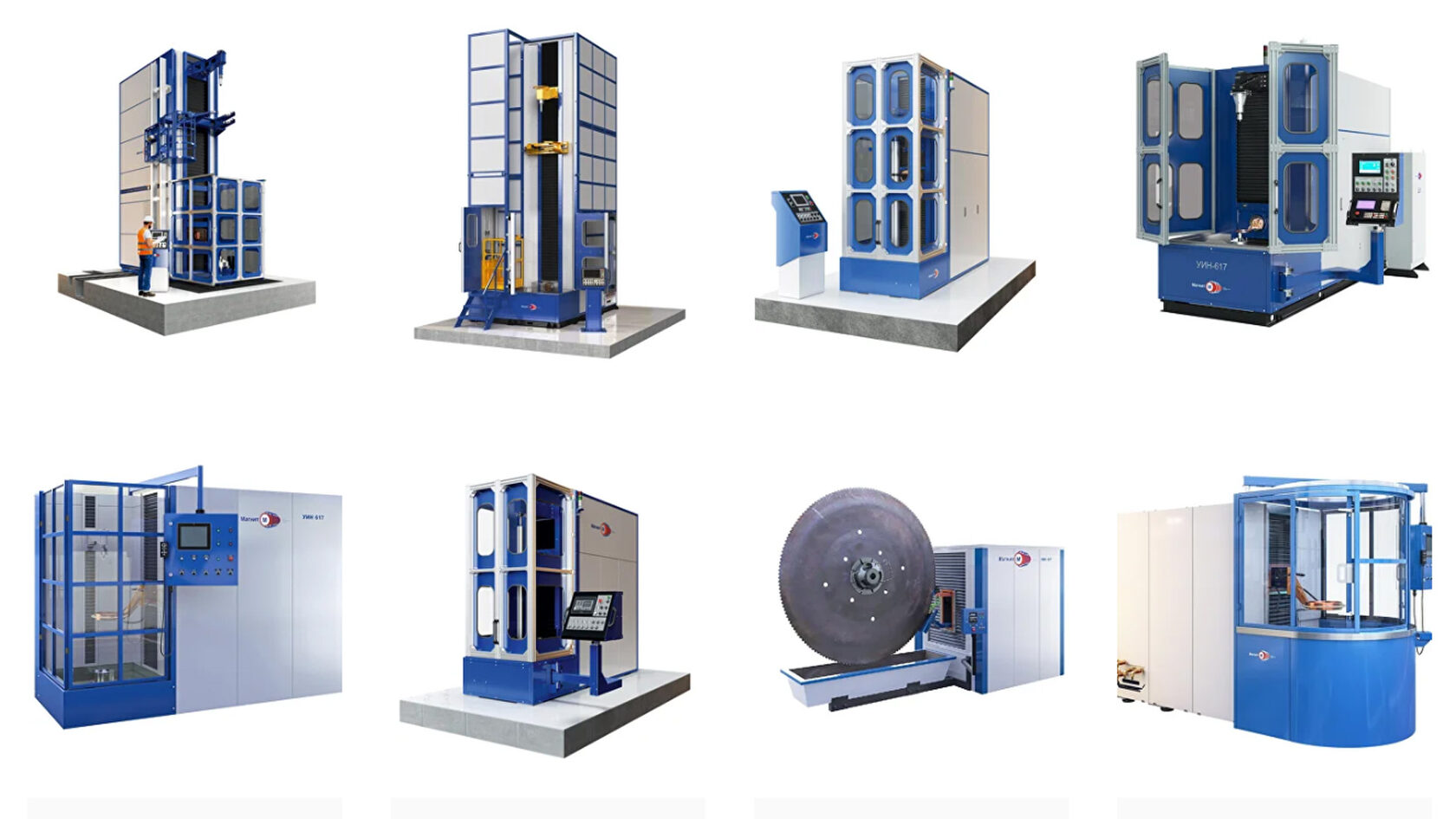
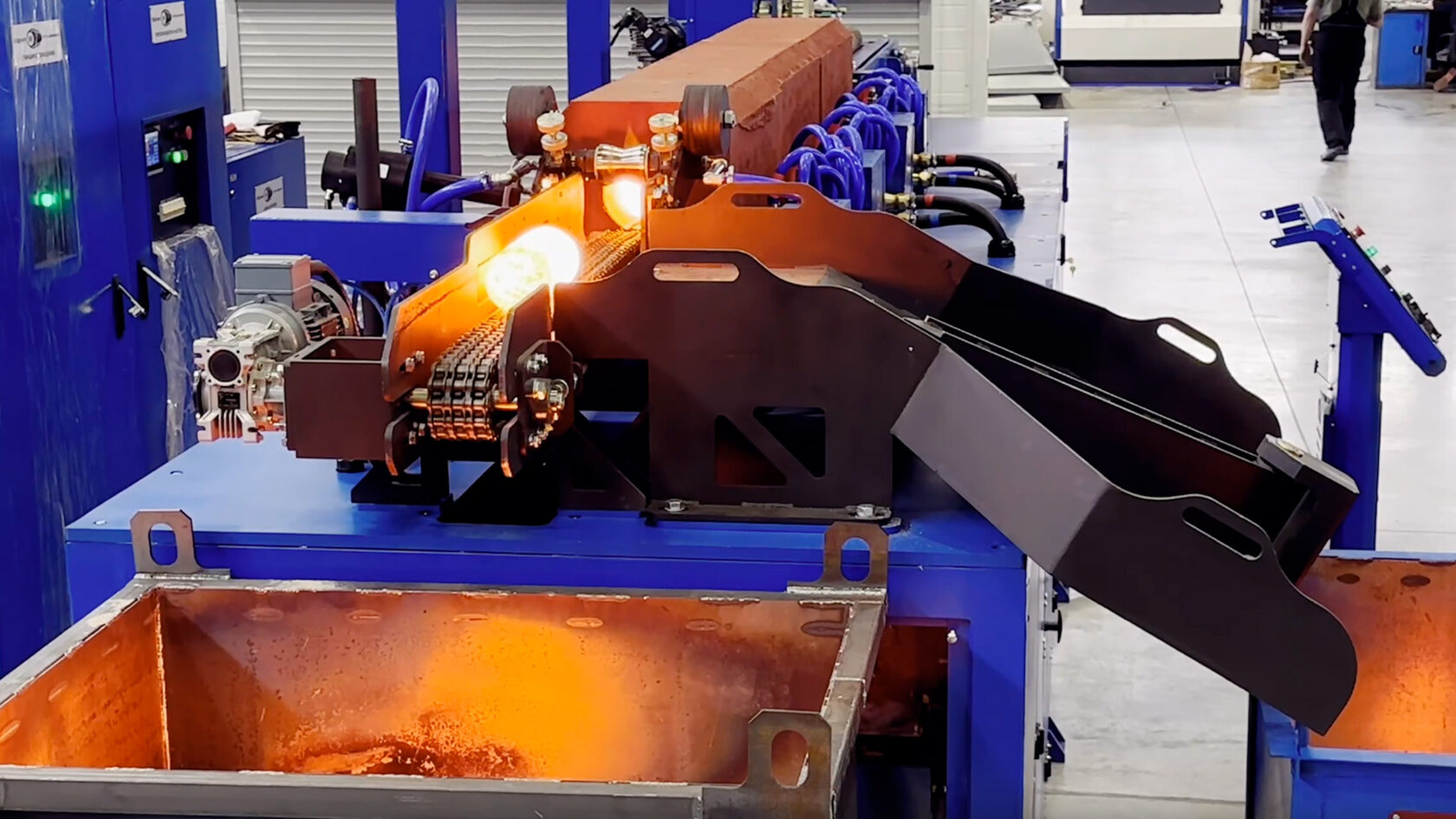
Горизонтальные закалочные комплексы для валов, труб и штоков
Горизонтальные комплексы ТВЧ идеально подходят для обработки длинномерных и осесимметричных деталей, таких как валы, оси и трубы. Этот тип станка позволяет обрабатывать детали, которые имеют ось вращения, а также детали с большой длиной. Процесс закалки происходит вдоль оси детали, что даёт возможность равномерно упрочнить рабочую поверхность с минимальными деформациями.
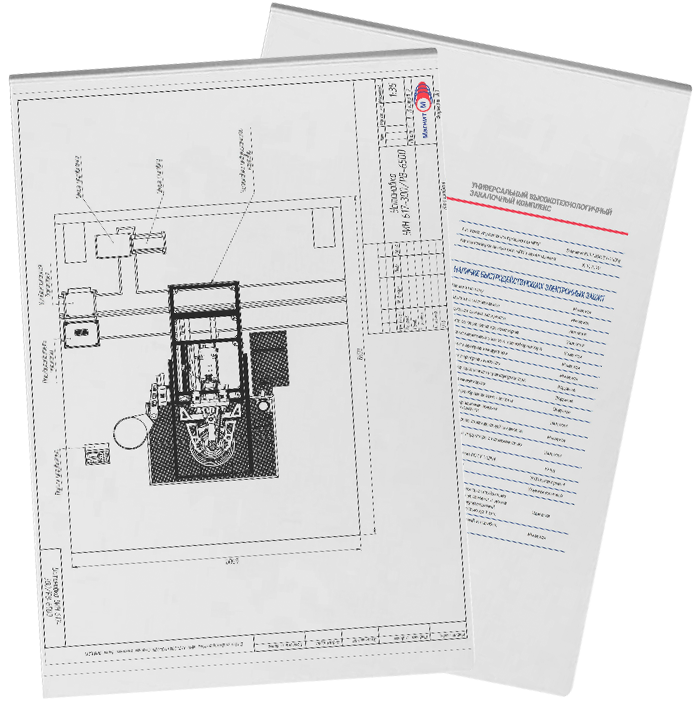
Пример установки: УИН 617-300/РВ-2000
Номенклатура деталей: вал, вал-шестерня, труба, диск, погон неподвижный, погон нижний, цилиндрическая, прямозубая шестерня; косозубая шестерня, винтовая шестерня, секторная шестерня, коническая шестерня, винтовая шестерня, звездочка, зубчатая рейка, коронная шестерня, ведомый барабан, блок люка с погоном, шток, кронштейн улавливателя, башенка.
Номенклатура деталей: вал, вал-шестерня, труба, диск, погон неподвижный, погон нижний, цилиндрическая, прямозубая шестерня; косозубая шестерня, винтовая шестерня, секторная шестерня, коническая шестерня, винтовая шестерня, звездочка, зубчатая рейка, коронная шестерня, ведомый барабан, блок люка с погоном, шток, кронштейн улавливателя, башенка.

Вертикальные закалочные комплексы для колец, фланцев и венцов
Вертикальные закалочные комплексы ТВЧ предназначены для обработки кольцевых и торцевых элементов, таких как втулки, зубчатые венцы, фланцы и торцы валов. В данном случае деталь вращается вокруг своей оси, что позволяет обеспечить равномерное прогревание по всей окружности. Такой метод используется, когда требуется точность и равномерность закалки на внешней и внутренней поверхности изделий.
Пример установки

Зубовые комплексы для шестерён и зубчатых колёс
Зубовые комплексы ТВЧ предназначены для локальной закалки зубьев шестерён, зубчатых колёс и других подобных элементов. Эти станки обеспечивают точную локализацию нагрева по каждому зубу или участку детали, что важно для сохранения правильной геометрии и повышения износостойкости рабочих поверхностей. Использование зубовых комплексов позволяет значительно улучшить ресурс работы зубчатых элементов, особенно при высоких нагрузках.
Специальные установки для зонной и многозонной закалки
Специальные установки для зонной закалки используются, когда требуется упрочнить только определённые участки детали, например, зубья, посадочные места или торцы. Эти установки позволяют разделить деталь на несколько зон, каждая из которых может быть подвергнута закалке с индивидуальными параметрами. Многозонные комплексы позволяют обеспечить высокую точность и контроль глубины упрочнения в различных частях детали, что особенно важно для сложных компонентов с переменной геометрией.
Универсальные установки для торцевой и кромочной закалки
Универсальные установки для торцевой и кромочной закалки предназначены для обработки краевых частей деталей, таких как торцы валов, кромки инструментов и другие элементы с важными рабочими поверхностями. Эти установки обеспечивают точное и быстрое нагревание кромок или торцевых зон, что помогает повысить износостойкость при минимальных деформациях. Установки используются для обработки как стандартных, так и сложных деталей с различной геометрией.
Каждый из этих типов станций имеет свою область применения в зависимости от требований к геометрии детали и её функциональным характеристикам. Выбор подходящего типа закалки зависит от задач, которые стоят перед технологом, а также от специфики детали, которая подлежит обработке.