











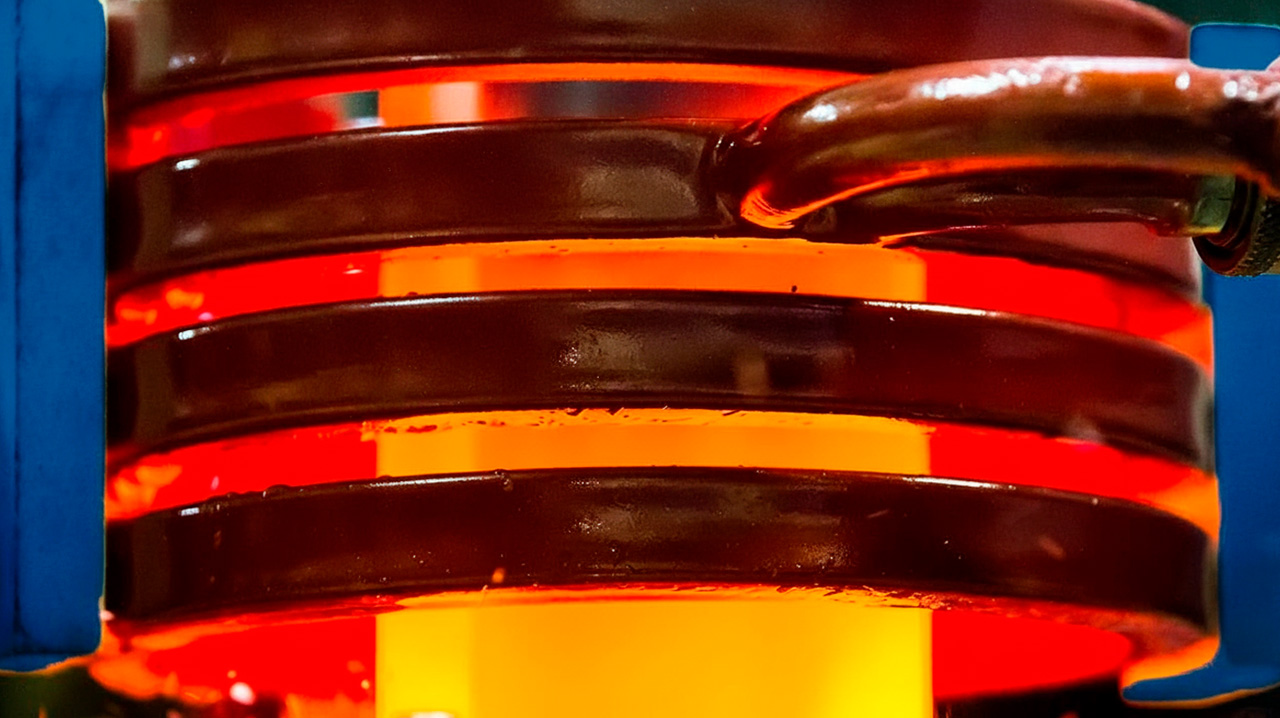
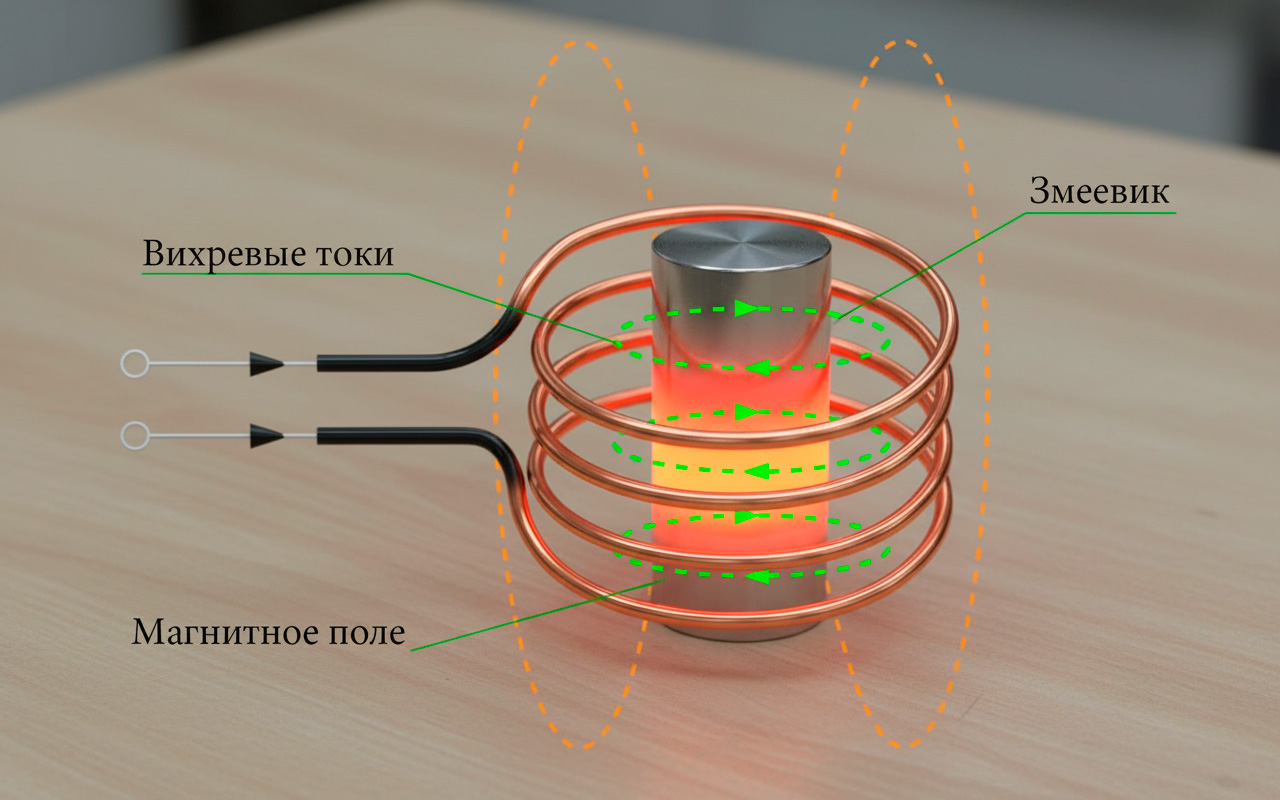
Индукционный нагрев, это бесконтактный способ довести металлическую заготовку до нужной температуры за счёт вихревых токов, которые наводятся переменным магнитным полем индуктора непосредственно внутри материала. Тепло выделяется в объёме самой детали, поэтому процесс быстрый, локальный и хорошо управляемый по месту и времени.
Для промышленности важны три свойства:
- Локальность, можно греть только зону, где это нужно по технологическому процессу, например зуб, дорожку подшипника, край трубы.
- Управляемость, глубина прогрева и скорость зависят от частоты питания и параметров детали, что позволяет подбирать режим под конкретную операцию.
- Повторяемость и чистая рабочая зона, нет открытого пламени и камера не разогревается, основное тепловложение происходит в металле, а нагревательный орган, индуктор, является рабочим узлом системы.
Простыми словами с физической точки зрения это способ превратить энергию переменного магнитного поля в тепло прямо внутри металлической детали. Катушка создаёт поле, в заготовке замыкаются вихревые токи, и металл нагревается за счёт собственного электрического сопротивления. Метод работает с токопроводящими материалами, сталь, чугун, медь, алюминий, латунь и другие
Принцип работы индукционного нагрева
Состав системы. Источник переменного тока, согласующее звено, индуктор, обрабатываемая деталь, контур охлаждения, контур управления. Источник подаёт ток заданной частоты на катушку, катушка создаёт переменное магнитное поле.
Формирование тепла. Переменное магнитное поле воздействует на проводящую заготовку, в её объёме индуцируются вихревые токи; их протекание через электрическое сопротивление металла вызывает выделение тепла по закону Джоуля. Для ферромагнитных сталей ниже точки Кюри дополнительно присутствуют магнитные потери, поэтому нагрев на начальном этапе идёт быстрее, при достижении Кюри этот вклад исчезает, скорость изменяется, режим контролируют по температуре и мощности.
Скин-эффект и глубина прогрева. Плотность тока максимальна у поверхности и экспоненциально убывает к центру, это скин-эффект. Характерная глубина, где ток снижается примерно до 1/e от поверхностного, называется глубиной проникновения. Она уменьшается при росте частоты и магнитной проницаемости, увеличивается при росте удельного сопротивления и температуры. Выбор рабочей частоты задаёт толщину прогреваемого слоя и влияет на скорость разогрева, её подбирают под материал и размеры детали.
Подбор оснастки. Согласующее звено и форма катушки подбираются под геометрию и электрические свойства детали, так больше энергии уходит в заготовку и меньше теряется в цепи.
Поддержание режима. Современный источник сам поддерживает мощность и подстраивает частоту, когда меняются свойства металла при нагреве, в том числе при проходе точки Кюри.
Контролирование. Температуру смотрят пирометром или тепловизором, электрические параметры — по датчикам тока и напряжения, по охлаждению — по расходу и температуре воды.
Охлаждение. Закрытая станция охлаждения отводит тепло от катушки и силовой электроники, не даёт образовываться накипи и держит стабильные условия процесса.
Поддержание режима. Современный источник сам поддерживает мощность и подстраивает частоту, когда меняются свойства металла при нагреве, в том числе при проходе точки Кюри.
Контролирование. Температуру смотрят пирометром или тепловизором, электрические параметры — по датчикам тока и напряжения, по охлаждению — по расходу и температуре воды.
Охлаждение. Закрытая станция охлаждения отводит тепло от катушки и силовой электроники, не даёт образовываться накипи и держит стабильные условия процесса.
Диапазоны частоты индукционного нагрева и типичные области применения
Выбор частоты, это управляемая «глубина действия» и скорость выхода на режим. На практике частоту подбирают под материал, диаметр и задачу, а также под форму индуктора и ограничения по мощности. Ниже — ориентиры для первичного выбора, дальше режим уточняется по замерам и циклограмме.
Что важно учитывать
- При росте частоты нагрев становится более «поверхностным», это удобно для закалки и пайки, но требует точного контроля температуры.
- Для ферромагнитных сталей при выходе на температуру Кюри эффективность нагрева меняется, поэтому полезна автоподстройка частоты и стабилизация мощности.
- Геометрия и зазор индуктора, материал детали и её ориентация в катушке сильно влияют на результат, поэтому частота всегда увязывается с оснасткой и измерениями на реальной заготовке.
Оборудование для индукционного нагрева
Состав современной индукционной установки
Базовая архитектура выглядит так: источник питания (твердотельный инвертор MF/HF), согласующее звено/резонансный контур (трансформатор, конденсаторы, дроссели), индуктор (медная водоохлаждаемая катушка, спроектированная под геометрию детали), контур охлаждения (закрытая станция с контролем расхода и температуры), датчики и система управления (пирометр/тепловизор, ток/напряжение, логика стабилизации мощности и автоподстройки частоты).
Такая конфигурация обеспечивает воспроизводимость: электроника удерживает режим при изменении свойств металла в процессе (включая прохождение точки Кюри), охлаждение стабилизирует термонагруженные узлы, а согласование подгоняет электрические параметры «источник ↔ нагрузка» под конкретную оснастку и заготовку.
Коротко по узлам и зачем они нужны
- Источник питания: задаёт частоту/мощность, реализует защиту, плавный пуск, стабилизацию режима.
- Согласование/резонанс: повышает коэффициент передачи энергии в деталь, снижает реактивные потери, позволяет работать на нужной частоте.
- Индуктор: формирует «индукционную зону нагрева», задаёт локальность и эффективность сцепления поля с заготовкой; почти всегда водоохлаждаемый.
- Охлаждение: отводит тепло от катушки и силовых модулей, предотвращает накипь/коррозию, держит стабильный расход и температуру.
- Управление/контроль: пирометрический контроль без контакта, журнал режимов, аварийные уставки по перегреву и падению расхода, интерфейсы интеграции в АСУ ТП.
Типы индукционного оборудования (по задачам)
Чтобы читателю было проще сопоставить технологию и оснастку, группируем оборудование по ключевым сценариям:
Кузнечный/штамповый нагрев (проходные индукторы)
Детали и заготовки: пруток круглого/квадратного/шестигранного сечения, поковки, заготовки под штамповку, толстостенные трубные отрезки, фланцы, торцы прутков под высадку.

Поверхностная закалка ТВЧ
Детали: валы (в т. ч. шлицевые), штоки, направляющие, ролики; зубчатые венцы и шестерни: прямозубые, косозубые, с внутренним зацеплением, цепные колёса, зубчатые рейки; дорожки подшипников, кулачки, шкивы, пальцы/кулаки.

Пайка
Детали/узлы: твердосплавные пластины и резцы, долота, буровой инструмент, медные шины и токопроводящие сборки, беличьи клетки роторов, теплообменники/фитинги, электрические контакты, узлы из меди/латуни/алюминия.

Горячая посадка и съём
Детали: венцы, втулки, подшипники, корпуса, ступицы, цельнокатаные колёса, фланцы, шпильки (локальный нагрев под отвёртывание/посадку), бандажи колесных пар,

Трубные и сварочные процессы
Операции и объекты: предварительный подогрев кромок труб, локальный подогрев кольцевых швов перед/после сварки, снятие напряжений (PWHT), индукционный отжиг/отпуск сварных соединений; очистка трубопроводов от парафина, разогрев вязких нефтепродуктов.

Печи и плавильные комплексы
Материалы и задачи: плавка чёрных/цветных сплавов, в т. ч. специализированные составы; применяются атмосферные и вакуумные решения (для чистых сплавов и ответственных изделий).

Преимущества и ограничения индукционного нагрева для промышленности
Современные инверторы на IGBT обеспечивают высокий КПД и точную подачу энергии непосредственно в зону обработки с управлением частотой, мощностью и временем. Это сокращает такт на типовых операциях (нагрев под ковку, поверхностная закалка, пайка, горячая посадка) и повышает качество: контролируемая зона термовоздействия, стабильная толщина упрочнённого слоя/достижимая твёрдость, меньше деформаций, окалины и правки.
Процесс удобно держать в допусках за счёт пирометрии/тепловизора и протоколирования режимов. Универсальные комплексы перекрывают широкий спектр задач за счёт сменных индукторов и работы в MF/HF-диапазонах.
При сравнении с лазерной закалкой ТВЧ обеспечивает сопоставимую точность зоны упрочнения при кратно меньшем CAPEX и более низких эксплуатационных расходах: нет дорогостоящей оптики, жестких требований к чистоте и обслуживанию лазерного тракта. При этом производительность по линейным и кольцевым зонам упрочнения на некоторой номенклатуре деталей может быть выше за счёт геометрии индуктора и режима непрерывного цикла.
Плюсы для производства
- Короткий цикл. Нагрев формируется в металле, без разгона камер/футеровки, выход на рабочую температуру за секунды, для крупных сечений - минуты.
- Точная зона нагрева. Прогревается требуемый участок (зуб колеса, дорожка подшипника, торец прутка), соседние зоны не «ведёт».
- Энергия в деталь, а не в воздух. Нет лишних энергопотерь на прогрев объёма печи, ниже потери на пуски/остановы.
- Меньше деформаций. Меньший объём нагрева — ниже коробление, меньше доводки.
- Стабильный результат. Частота/мощность/время управляются контроллером, температура контролируется бесконтактно, режим логируется.
- Без открытого пламени. Нет факела и продуктов сгорания, меньше окалины и дыма, проще выполнить требования по вентиляции и пожарной безопасности.
- Масштабирование и интеграция. Лёгкая синхронизация с подачей/съёмом, подключение к SCADA/MES, автоматический протокол и аварийные уставки.
Ограничения и инженерные нюансы метода
- Первичная настройка и подгонка индуктора. Равномерность и длительность цикла задаются правильной катушкой и её положением относительно детали. Это решается на пуско-наладке: расчёт/ЭМ-модель, пробные пуски, коррекция геометрии витков, экраны/концентраторы, фиксация зазора и позиционирования; параллельно уточняют частоту/мощность под материал и сечение.
- Глубина прогрева задаётся настройкой. Толщина прогреваемого слоя определяется частотой, свойствами материала и конструкцией индуктора: для глубокого прогрева нижние частоты (MF/СЧ) и катушки с повышенным сцеплением, для тонкого поверхностного слоя высокие частоты (HF/ВЧ) и индукторы под локальную зону. Режим подтверждают замерами и фиксируют в рецепт/циклограмму.
- Охлаждение и ресурс катушек. Накипь и «гуляющая» температура воды снижают ресурс, если использовать техводу напрямую. Правильная схема: закрытый контур охлаждения с кондиционированным теплоносителем, фильтрацией, контролем расхода/температуры/давления и сигнализацией отклонений. Такая станция исключает образование накипи, держит стабильные параметры для катушки и силовой электроники и обеспечивает прогнозируемый ресурс. Регламент ТО сводится к смене фильтров, проверке датчиков и сезонной профилактике.
- Оснастка под номенклатуру - планируемая часть проекта. Для разных изделий требуются свои катушки; индукторы изготавливаются под весь типоразмерный ряд, узлы быстросъёмные с повторяемым позиционированием; время переналадки происходит за минуты на серийных линиях, для небольших деталей смена может быть осуществлена вручную, на крупных с использованием погрузчика или тали.
Качество электропитания. Практический набор мер: выделенный ввод нужной мощности и заземление, сетевые фильтры/дроссели на силовой стороне, ИБП/резерв для управляющей логики, мониторинг качества сети. Это исключает срывы цикла.
Сравнение методов нагрева: плюсы, минусы, где уместны
Частые вопросы по индукционному нагреву металла
1) Что такое индукционный нагрев простыми словами и чем он отличается от печей и пламени
Индукция нагревает металл за счёт вихревых токов, которые наводятся переменным магнитным полем катушки. Контакт с источником тепла отсутствует, тепло образуется прямо в детали. В результате цикл короче, зона термовоздействия контролируется, рабочее место чище и проще в автоматизации по сравнению с другими методами. Для серийного производства это означает устойчивую повторяемость по времени, температуре, толщине слоя и меньшую долю доводочных операций.
2) Можно ли нагревать сборку из разных металлов и как избежать перегрева одного из них
Можно, но сплавы греются с разной скоростью из-за отличий в электропроводности и магнитных свойствах. Практический рецепт, локализовать индуктор на нужной зоне, подобрать частоту под требуемую глубину прогрева, применять магнитопроводы и ферритовые концентраторы для экранирования соседних элементов, контролировать температуру пирометром или тепловизором, вести пробные пуски с корректировкой мощности и времени. При пайке разнородных пар помогает локальный прогрев шва и быстрый выход на температуру расплава припоя, это снижает термонагрузку на несущие элементы и сохраняет геометрию.
3) Как устроен индуктор, сколько он служит и от чего зависит ресурс
Индуктор, медная трубка круглого или квадратного сечения с водяным охлаждением. Геометрия подбирается под деталь, витковые шаги и форма определяют рисунок поля и равномерность нагрева. Ресурс зависит от качества воды в контуре, стабильности расхода и температуры, тепловой изоляции и экранирования, корректной частоты и мощности, а также механики крепления и повторяемого зазора. Закрытая станция охлаждения с фильтрацией и контролем расхода, температуры и давления резко увеличивает срок службы катушек и силовой электроники, при этом регламент ТО сводится к замене фильтров и сезонной профилактике.
4) Как быстро менять индукторы под разные типоразмеры и сколько занимает переналадка
Для серийной работы применяют быстросъёмные интерфейсы и каретки смены катушек. Электрические и водяные соединения выполняются через быстросъёмные разъёмы с фиксацией положения, в системе управления хранится набор рецептов под каждую катушку. Переналадка занимает минуты при заранее спроектированном комплекте катушек на типоразмерный ряд. В интегрированных линиях используют «шаттлы» катушек и автоматическое определение подключаемого индуктора с загрузкой соответствующих параметров.
5) Сколько времени нужно для индукционного нагрева
Зависит от четырёх факторов: масса и материал детали, требуемый подъём температуры, полезная мощность, сцепление индуктора с деталью. В реальных условиях от нескольких секунд.
Ориентиры по задачам:
Пример. Стальная деталь 0,5 кг нужно с +20 до +750 °C. Теплота на нагрев порядка 0,16 МДж. При полезной мощности 15–20 кВт (типичный стенд HF) время разгона будет ~8–12 секунд плюс 1–3 секунды на выдержку/переход к охлаждению. При более массивных сечениях или слабом сцеплении время пропорционально растёт.
6) Выгода индукционного оборудования при мелкосерийном производстве
Индукция окупается не только на «потоке», но и в мелких партиях, потому что экономит время до режима и энергию на цикл, а также сокращает доводку.
Практический ориентир. Если операция в печи занимает 10–20 минут с учётом разгона/перестановок, индукция часто укладывается в 20–90 секунд при сопоставимом качестве даже партия 10–30 деталей начнёт «съедать» разницу во вводных затратах за счёт времени установки, энергорасхода и сокращения доводочных работ.
Индукция нагревает металл за счёт вихревых токов, которые наводятся переменным магнитным полем катушки. Контакт с источником тепла отсутствует, тепло образуется прямо в детали. В результате цикл короче, зона термовоздействия контролируется, рабочее место чище и проще в автоматизации по сравнению с другими методами. Для серийного производства это означает устойчивую повторяемость по времени, температуре, толщине слоя и меньшую долю доводочных операций.
2) Можно ли нагревать сборку из разных металлов и как избежать перегрева одного из них
Можно, но сплавы греются с разной скоростью из-за отличий в электропроводности и магнитных свойствах. Практический рецепт, локализовать индуктор на нужной зоне, подобрать частоту под требуемую глубину прогрева, применять магнитопроводы и ферритовые концентраторы для экранирования соседних элементов, контролировать температуру пирометром или тепловизором, вести пробные пуски с корректировкой мощности и времени. При пайке разнородных пар помогает локальный прогрев шва и быстрый выход на температуру расплава припоя, это снижает термонагрузку на несущие элементы и сохраняет геометрию.
3) Как устроен индуктор, сколько он служит и от чего зависит ресурс
Индуктор, медная трубка круглого или квадратного сечения с водяным охлаждением. Геометрия подбирается под деталь, витковые шаги и форма определяют рисунок поля и равномерность нагрева. Ресурс зависит от качества воды в контуре, стабильности расхода и температуры, тепловой изоляции и экранирования, корректной частоты и мощности, а также механики крепления и повторяемого зазора. Закрытая станция охлаждения с фильтрацией и контролем расхода, температуры и давления резко увеличивает срок службы катушек и силовой электроники, при этом регламент ТО сводится к замене фильтров и сезонной профилактике.
4) Как быстро менять индукторы под разные типоразмеры и сколько занимает переналадка
Для серийной работы применяют быстросъёмные интерфейсы и каретки смены катушек. Электрические и водяные соединения выполняются через быстросъёмные разъёмы с фиксацией положения, в системе управления хранится набор рецептов под каждую катушку. Переналадка занимает минуты при заранее спроектированном комплекте катушек на типоразмерный ряд. В интегрированных линиях используют «шаттлы» катушек и автоматическое определение подключаемого индуктора с загрузкой соответствующих параметров.
5) Сколько времени нужно для индукционного нагрева
Зависит от четырёх факторов: масса и материал детали, требуемый подъём температуры, полезная мощность, сцепление индуктора с деталью. В реальных условиях от нескольких секунд.
Ориентиры по задачам:
- Поверхностная закалка зон (HF/ВЧ): 2–15 c на позицию/проход.
- Горячая посадка/съём подшипников: 10–60 c на кольцо.
- Пайка твёрдым припоем узлов малого/среднего размера: 10–90 c до плавления припоя.
- Нагрев под ковку прутка Ø20–40 мм (MF/СЧ): 20–120 c на заготовку.
Пример. Стальная деталь 0,5 кг нужно с +20 до +750 °C. Теплота на нагрев порядка 0,16 МДж. При полезной мощности 15–20 кВт (типичный стенд HF) время разгона будет ~8–12 секунд плюс 1–3 секунды на выдержку/переход к охлаждению. При более массивных сечениях или слабом сцеплении время пропорционально растёт.
6) Выгода индукционного оборудования при мелкосерийном производстве
Индукция окупается не только на «потоке», но и в мелких партиях, потому что экономит время до режима и энергию на цикл, а также сокращает доводку.
- Нет разгона камеры и пустых простоев: включили — греем первую деталь. Для десятков штук в смену это даёт непропорционально большую экономию против печей.
- Быстрая переналадка: сменные индукторы на быстросъёмных интерфейсах + сохранённые рецепты = минуты на переход между типоразмерами.
- Меньше брака и правки: локальная зона, меньше деформаций, стабильная температура по пирометрии/тепловизору, режим пишется в журнал — проще держать допуски даже «короткими» сериями.
Практический ориентир. Если операция в печи занимает 10–20 минут с учётом разгона/перестановок, индукция часто укладывается в 20–90 секунд при сопоставимом качестве даже партия 10–30 деталей начнёт «съедать» разницу во вводных затратах за счёт времени установки, энергорасхода и сокращения доводочных работ.